

企业风采Corporate Style
MORE+





2019河南省铸锻工业年会洛阳凯林铸材有限公司论文《新型铸造材料宝珠砂的应用》
2019年4月27-29日,2019河南省铸锻工业年会在安阳华强诺华廷酒店举行。本届年会以促进行业整合提升,推动绿色发展为目的,分析当前形势、解读政策,共同探索铸锻行业持续健康发展之路。洛阳凯林铸材有限公司被评为铸造用“宝珠砂”生产基地和“行业贡献奖”荣誉称号,并受到大会表彰。公司论文《新型铸造材料宝珠砂的应用》被收录《2019河南省铸锻工业年会论文集》,现在给大家作一分享。
年会现场用时播放中国铸造协会《宝珠砂》铸造科普宣传片(可点击直接观看),同与会专家同仁交流探讨。


摘要:未来铸造行业的发展趋势是绿色铸造。企业提高产品质量、减少生产污染、降低铸件成本和提高效益所依赖的是铸造辅材原砂,而宝珠砂在铸造过程中以其粘结剂加入量少、透气性高、砂粒强度高等一系列的优势成为铸造新宠。本文主要介绍绿色铸造辅材宝珠砂的性能及其在铸造中的应用。
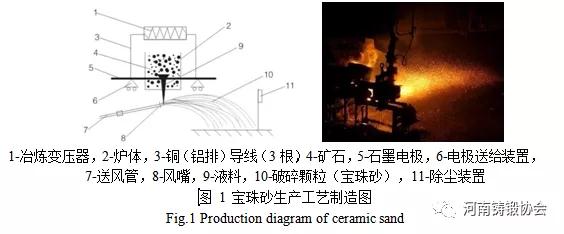
关键词:宝珠砂;树脂砂;覆膜砂;水玻璃砂;消失模铸造在中国一直是一种传统的产业,也是一个污染环境严重的行业。在铸造过程中,每 年因为使用天然的硅砂或人工破碎的硅砂而排放的废砂达到2000万吨,而且危害工人的健 康(SiO2 粉尘易产生矽肺病)。因此急需开发、研制人工特种铸造砂,而宝珠砂因其一系列优势而成为铸造新宠。1 宝珠砂简介 1.1 宝珠砂的制备宝珠砂是通过煅烧后的铝矾土矿石原料,经过电弧炉的电弧高温融化成液体,利用强风 将液体原料吹散到空中,利用液体表面张力自然成球而得到的表现光滑的砂粒[3]。其生产过程如图1 所示。
1.2 宝珠砂的物理及化学性能铸造用宝珠砂粒径一般在 0.053~3.53mm 之间。宝珠砂的主要化学成分为三氧化二铝(Al203)和二氧化硅(Si02),宝珠砂的典型化学成分如表1所示,因宝珠砂的矿物相主要是刚玉和莫来石,其耐火度一般≥1800℃,是一种高硬度的铝硅系耐火材料。

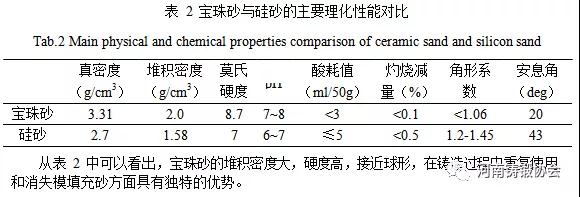
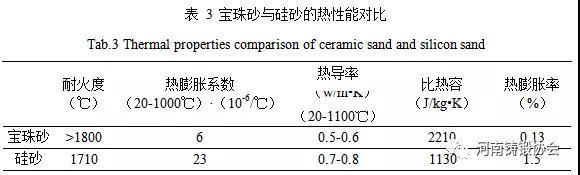
从表 3中对比可以看出,宝珠砂的耐火度较高,适宜铸钢、铸铁等材质的铸造,另外由于宝珠砂有较低的热膨胀率,可以较少铸造过程中由于较大热膨胀率而引起的铸件脉纹、裂纹等铸造缺陷。
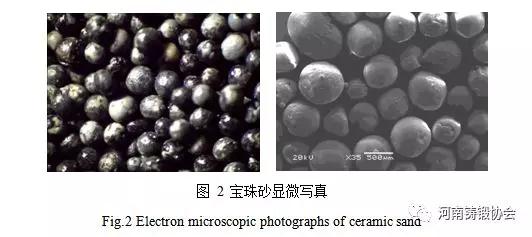
1.3 宝珠砂的特点(1)宝珠砂耐火度在1800℃以上,高温化学稳定性好,同时pH值为7~8,属中性材 料,可采用粘土砂、自硬砂、水玻璃砂、热(冷)芯盒、壳型等各种工艺生产铸钢、铸铁和各种有色合金。(2)宝珠砂的工艺为电熔,质地致密,耐用性优于其他人造砂。(3)宝珠砂受热后的膨胀率约为硅砂的1/5,与锆砂大致相当,略低于铬铁矿砂,作为 造型材料可有效地防止铸件产生脉纹等膨胀缺陷。(4)宝珠砂粒型接近球形(如图2所示),流动性好,比表面积小,粘结剂加入量少, 型芯砂发气量小,并可制作形状复杂的型芯。
2 宝珠砂在铸造上的应用
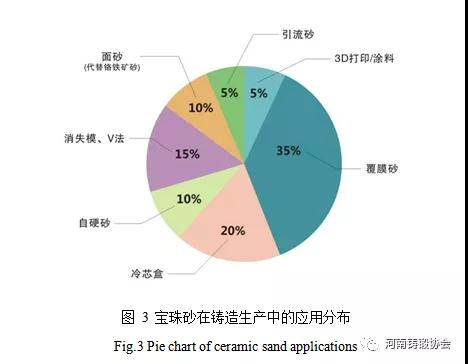
目前,国内铸件生产大部分还是砂型铸造,而宝珠砂不仅在砂型铸造上有优势——粘结 剂加入量少,耐火度高、再生性能好;其在特种铸造上(消失模铸造、V 法铸造等)也有巨大优势——不易破碎,回用性能好。图3为洛阳凯林铸材有限公司根据客户实际应用情况做的宝珠砂应用工艺分布。
2.1 覆膜砂工艺中做造型和制芯我国于20世纪50年代开始研究应用覆膜砂及壳型(芯)工艺,90年代以来,覆膜砂 的生产和应用得到迅速发展,产品种类不断增多,并已形成系列化。这主要得益于覆膜砂具有良好的流动性和存放性,用它制作的砂芯强度高、尺寸精度高,便于长期存放。图 4为发动机水套砂芯,其局部砂芯截面积小,形状复杂,如果使用硅砂覆膜砂,不易 射实,且易断裂,铸件也易粘砂,难清理。宝珠砂覆膜砂不但易射实且砂芯强度高,铸件表面光滑整洁,减少了工人的清理量。

宝珠砂壳型精密铸造工艺近年来应用发展十分迅猛,其生产出的铸件表面质量接近传统失蜡精密铸造。如图 5所示的不锈钢三通接头,用宝珠砂壳型精密铸造工艺生产,不仅生产周期短,效率高,其生产环境也大幅改善,取得了良好的经济效益和社会效益。

2.2 树脂自硬砂工艺中做造型和制芯
有研究表明,树脂自硬砂的强度随着树脂用量的增加而增加,但到一定加入量,其强度 增加缓慢。对于铸造工厂来说,树脂用量的增加,其生产成本也会大幅增加,而且会使树脂砂中的残留碱量及砂粒表面碳质涂覆层增加,影响甚至恶化回用砂的质量与强度,进而影响旧砂的再生率。为了降低企业的生产成本,在满足生产需要的条件下,树脂的用量越少越好[1]。
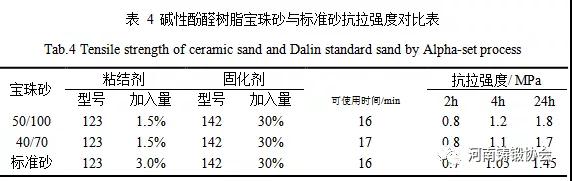
从表 4 可知:与标准砂对比,在树脂加入量降低50%的情况下,2 小时抗拉强度提高14%,终强度提高24%,可以预期在达到生产所需强度条件下,宝珠砂中树脂的加入量可减少45~60%。
2.3 水玻璃砂工艺中造型做面砂
由于大型铸钢件的金属静压头高、浇注的时间比较长,因此金属与铸型之间的热作用、 机械作用、化学反应是很强烈的;在铸件的表面,尤其是在砂芯或铸型的凹陷等热节集中处很容易产生金属渗透粘砂,恶化铸件的表面质量,甚至可能会使清砂工人在工作了几年之后患上矽肺病[2]。
CO2 硬化水玻璃硅砂工艺中,水玻璃的加入量在7%左右(占砂质量),而在CO2 硬化 水玻璃宝珠砂工艺中,水玻璃的加入量小于4%(占砂质量)。把混制好的水玻璃宝珠砂先 填充于易粘砂部位(细长孔、拐角等热节集中处)做面砂使用,其余部位再填充水玻璃硅砂,CO2 硬化后刷涂料。浇注后,铸件易清理且表面光洁度高,可起到防粘砂的作用。
2.4 消失模铸造工艺中做填充砂
在中国,消失模技术开发从不同的方面显示出这种工艺的优点,并已大部分应用到铸铁 和铸钢产品方面。它已经习惯被投入到生产各种部件,从相对简单的到具有相对复杂特征的部件。此外,还适用于包括批量生产,零散部件,甚至原型样机等不同的生产操作。

为了保证消失模原砂有足够的流动性来填充泡沫模样的复杂深腔部位,再加上较厚的涂 料层具有一定的机械强度来防止塌箱,因此消失模铸造要求原砂的圆整性要足够好。利用宝珠砂的一些特性,用于消失模铸造,可使铸件的成品率上升,成本下降,劳动环境改善。
图 6 为油田上的一个零件大四通,材质为 ZG310-570,重 195Kg。从图中可以看出¢47×500的细长孔如果用普通的石英砂,就(振动)充填不实,易造成铁包砂、烧结等现象, 无法清理。而宝珠砂为球形,在填充模型时易于流动,填充紧实,且透气性好,另外宝珠砂自身强度高,不易破损,车间粉尘少,工人的劳动环境能大幅改善。
2.5宝珠砂应用过程中应注意的事项
2.5.1 Al2O3含量对铸件质量的影响Al2O3含量的高低,直接决定其耐火度和烧结点,含量越高,耐火度和烧结点越高。生 产不同材质的铸件,所用宝珠砂的 Al2O3 含量也不同。如铸钢件,一般浇注温度在1550℃ 以上,一般选择Al2O3含量大于73%的宝珠砂;反之,会因耐火度低,砂粒熔融而造成铸件粘砂。铸铁件浇注温度在1400℃左右,可以选用Al2O3含量67%~70%的,特大铸铁件可以参照铸钢件用宝珠砂的指标。
另外,Al2O3含量的高低还影响宝珠砂的破碎率和耐用程度,需要通过多次强力再生的场合,应当选用Al2O3 含量更高的宝珠砂。
2.5.2 铸造用宝珠砂含泥量对铸件质量的影响铸造用宝珠砂的含泥量若超标,会降低宝珠砂的耐火度和烧结点,降低型(芯)砂的透 气性。尤其对树脂砂来说,含泥量高将大大降低型(芯)砂的强度,增加树脂粘结剂的加入量,树脂砂的发气量也相应的增加。而强度、透气性、发气量这些都严重影响铸件的质量。
2.5.3 铸造用宝珠砂平均细度和粒度组成对铸件质量的影响宝珠砂平均细度和粒度组成是关系铸件表面粗糙度的重要参数。一般说来,砂子越细,铸件表面就越光洁,同时粘结剂需求量就越大,发气量就越大,这是所有铸造用砂的共性。铸件质量大或有厚大断面,可选用平均细度值小的粗砂;铸件质量小或薄壁铸件,则可选用平均细度值高的细砂。
宝珠砂的粒度选择切记照搬过去石英砂的指标,一般的经验是,宝珠砂的粒度范围更宽 广时使用宝珠砂的综合效果越好,可以多采用比石英砂时更细的粒度。 好是在试验的基础上确定。
3 宝珠砂的应用结论
(1)宝珠砂粒形接近球形,粘结剂加入量少,减少了因粘结剂而产生的铸造缺陷;耐火度高、强度高,回用性能好,减少了企业的生产成本。
(2)宝珠砂是一种非石英质型人造砂,属于中性材料,适用于各种金属材料铸件的生产,酸性粘结剂、碱性粘结剂均可使用,对于生产不同材质铸件的企业能节省换砂成本。(3)Al2O3含量的高低决定了宝珠砂的成本,因此,铸造企业应根据所生产铸件的材 质和大小选用合适的宝珠砂(Al2O3 含量、粒度等),这样企业也可节约大量成本。