

企业风采Corporate Style
MORE+





壳型线铸造工艺及其优缺点
壳型线铸造工艺

壳型线铸造工艺是一种采用覆膜砂制成含有型腔的模壳(模壳平均厚度8~12 mm),合模后进行浇注形成铸件的工艺方法。
工艺特点及应用现状
目前国内能够成熟应用该种铸造工艺生产轿车曲轴的厂家主要是上海圣德曼铸造和一汽特铸等。
壳型线铸造工艺属于半自动化控制,有着自身的优缺点,在生产过程中会产生各种铸造缺陷。
针对各种铸造缺陷进行深入的分析,找出缺陷产生的原因且进行对应的质量控制和实施预防措施,x 终可以实现壳型线曲轴内部废品率在3%以内,客户端加工废品率在1%以内。
工艺流程
壳型线铸造工艺从模具安装和原材料准备开始,到装箱发运为止,具体流程如图1所示。
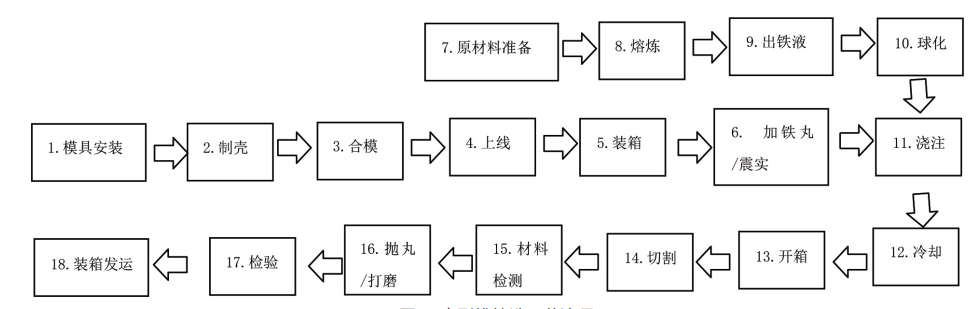
图1 壳型线铸造工艺流程
工艺的优缺点
壳型线铸造工艺大多数工序属于半自动化生产。如制壳工序,设备按照节拍自动运转,但是需要人工从设备上将模壳搬到合模机等,且各工序之间衔接也需要人工控制,如模壳需要人工搬运到输送线等。工序中的半自动化生产给质量控制带来了风险,所引起的产品缺陷类型和形成原因也多于全自动化线。
优 点
铸件表面质量好。
铸件外观尺寸稳定性好,且可以达到CT7铸造尺寸公差。
铸件内部质量稳定,金相和力学性能波动小。
铸态性能好,组织致密,铸态力学性能好,铸件本体抗拉强度可稳定≥780 MPa,伸长率>3%。
工艺出品率普遍高于砂型线。
缺 点
生产成本高。由于采用覆膜砂制壳,覆膜砂为一次性使用,1根重量约11 kg的曲轴需要消耗10 kg覆膜砂,用料成本高。
环境的异味污染比较严重。覆膜砂在加热的过程中会产生异味,如果工厂与居民区邻近,会引起附近居民的抱怨。
生产效率低。目前国内壳型线的生产厂家x 高生产效率为2 000根/班(1班为12 h)。
难以实现高度自动化。制壳、上线等工序都需要大量的人工作业。