

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
宝珠砂在铸造工艺中的应用文章之【宝珠砂冷芯盒工艺参数对比】
更新时间:2021-01-26 10:12:00点击次数:1689次
中国铸造协会《宝珠砂》科普片(冷芯盒法)
在铸造生产过程中,宝珠砂的优异性能,使如下工艺取得更加理想的效果。缸体、汽缸盖、进排气管等发动机铸件,部分砂芯形状复杂,局部截面积小,使用石英砂不容易射实、易断裂。同时,铸件出现脉纹、粘砂、气孔等缺陷。使用宝珠砂、或与石英砂混合使用,树脂加入量减少20-30%,以上几种缺陷得到明显改善。同时砂芯溃散性好,减少清理工作量。近年来,几乎所有大中型发动机铸件铸造企业,都采用宝珠砂冷芯盒工艺。
中国铸造协会《宝珠砂》科普片(冷芯盒法):
在铸造生产过程中,宝珠砂的优异性能,使如下工艺取得更加理想的效果。
2、冷芯盒法
汽缸体、汽缸盖、进排气管等发动机铸件,部分砂芯形状复杂,局部截面积小,使用石英砂不容易射实、易断裂。同时,铸件出现脉纹、粘砂、气孔等缺陷。
使用宝珠砂、或与石英砂混合使用,树脂加入量减少20-30%,以上几种缺陷得到明显改善。同时砂芯溃散性好,减少清理工作量。
可以看出,焙烧砂和擦洗砂相比,焙烧砂对砂芯性能的削弱较低,而每克芯砂的发气量大致相当,综合起来,焙烧砂砂芯性能高于擦洗砂。铬铁矿砂由于粒型为多角形,对芯砂强度的削弱十分明显。在上表的所有实验方案中,单一宝珠砂芯砂的强度 高而且发气量 低,且1.5%树脂量时强度超过了2MPa,在实际生产中有降低30-40%树脂加入量的潜力。
在铸造生产过程中,宝珠砂的优异性能,使如下工艺取得更加理想的效果。
2、冷芯盒法
汽缸体、汽缸盖、进排气管等发动机铸件,部分砂芯形状复杂,局部截面积小,使用石英砂不容易射实、易断裂。同时,铸件出现脉纹、粘砂、气孔等缺陷。
使用宝珠砂、或与石英砂混合使用,树脂加入量减少20-30%,以上几种缺陷得到明显改善。同时砂芯溃散性好,减少清理工作量。
近年来,几乎所有大中型发动机铸件铸造企业,都采用宝珠砂冷芯盒工艺。
下表是宝珠砂和擦洗砂、铬铁矿砂不同比例混合,应用于冷芯盒试验的强度和发气量数据:
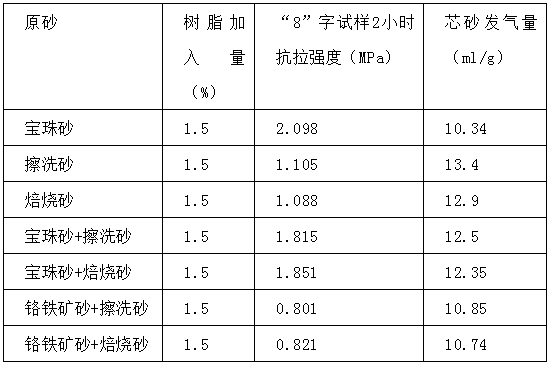
可以看出,焙烧砂和擦洗砂相比,焙烧砂对砂芯性能的削弱较低,而每克芯砂的发气量大致相当,综合起来,焙烧砂砂芯性能高于擦洗砂。铬铁矿砂由于粒型为多角形,对芯砂强度的削弱十分明显。在上表的所有实验方案中,单一宝珠砂芯砂的强度 高而且发气量 低,且1.5%树脂量时强度超过了2MPa,在实际生产中有降低30-40%树脂加入量的潜力。