

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
宝珠砂覆膜砂在排气歧管上的应用
更新时间:2021-03-23 08:42:00点击次数:1423次
宝珠砂覆膜砂在排气歧管上的应用
宝珠砂覆膜砂制芯的优点:
(1)用宝珠砂覆膜砂制芯,无断芯现象,变形量小,能够提高排气歧管内腔流道的尺寸精度;
(2)宝珠砂覆膜砂强度高、发气量低,能有效地降低气孔缺陷,提高生产效率,降低铸件综合废品率,经济效益显著;
(3)宝珠砂覆膜砂制芯对铸造工艺无特殊要求,适用于各种铸造方式;
(4)宝珠砂覆膜砂作为一种新的造型材料,应用前景更好。
随着铸造行业的发展,客户对铸件质量及尺寸精度的要求越来越严格,为保证排气歧管管壁厚度的一致性,有一种高强度、低膨胀、低发气量、耐高温的宝珠砂覆膜砂,应用于复杂的排气歧管铸铁件制芯上,将铸件内腔气道的变形、尺寸变化降到公差允许的范围内,在一定程度上取得了效果。
1 材料选择
当用硅砂覆膜砂制芯生产耐热钢排气歧管时,由于浇注温度高,砂芯易变形,导致管壁厚度产生超差现象。虽然对硅砂进行了高温相变处理,但因受各种因素的影响,仍克服不了砂芯在高温下的变形,导致管壁厚度的波动范围大,严重时会造成报废。为提高覆膜砂的强度,用加大树脂加入量来提高砂芯的强度,来克服砂芯的变形及壁薄问题,但过高的树脂加入量,导致砂芯的发气量增大,为了解决排气歧管变形、壁薄问题,避免呛火问题,宝珠砂覆膜砂是一种高温强度高、膨胀率低、发气量低、尺寸精度高的制芯专用覆膜砂。
1.1 原砂的选择
原砂质量的好坏,直接关系到覆膜砂的使用效果。覆膜砂普遍应用硅砂做原材料,分布范围广,成本低廉,但其缺点也相当明显:一是膨胀系数大,铸件尺寸精度低;二是耐火度低,铸件表面易粘砂,清理困难。宝珠砂的砂粒为球形,流动性好,易舂实,具有热膨胀系数小、透气性好的特性,铸件一般不会产生类似覆膜砂膨胀带来的缺陷,砂粒表面光滑,结构组织致密,树脂能均匀地覆盖在表面;耐火度高,易溃散;稳定性好,不龟裂,性价比高,具有很强的抗高温能力,且高温浇注时可防止烧结和金属液的渗透,减少机械加工的工作量[3]。
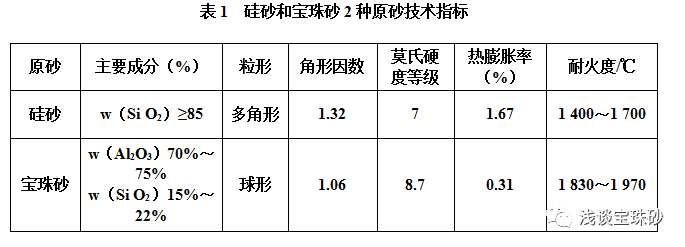
表1为硅砂和宝珠砂砂2种原砂的技术指标。
由表1可见,用宝珠砂生产的覆膜砂,可有效地防止铸件出现变形、脉纹等膨胀缺陷。球形的宝珠砂体积 大、表面积 小,树脂用量相对硅砂要少、发气量小、铸件呛火缺陷少、膨胀率低,能有效的提高铸件的尺寸精度和芯砂的耐火度。因宝珠砂粒为球形,其表面积小,故树脂的加入量可减少30%~50%。
2 覆膜砂对比
2.1覆膜砂技术要求对比
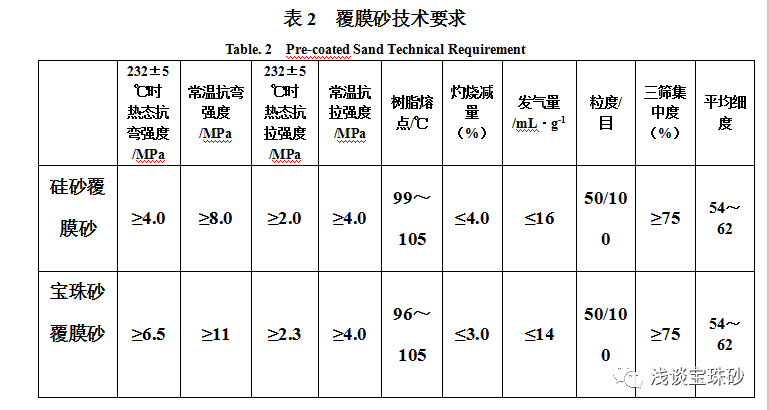
表2为2种覆膜砂的技术指标要求。
2.2覆膜砂外观对比

图1 硅砂覆膜砂

图2 宝珠砂覆膜砂
从图1、图2的外观上来看,硅砂覆膜砂和宝珠砂覆膜砂颜色差异大,易于区分,用硅砂覆膜砂制出的砂芯为咖啡色,而宝珠砂覆膜砂制出的砂芯为黑灰色。
2.3 覆膜砂检测结果对比
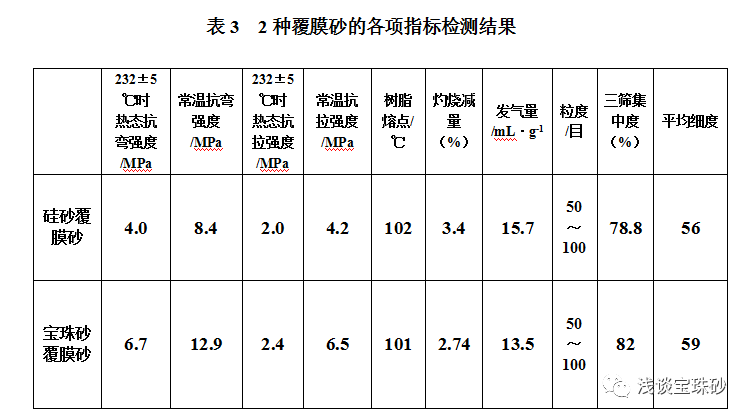
表3为2种覆膜砂的各项指标检测结果,由表3可以看出,宝珠砂覆膜砂的强度远高于硅砂覆膜砂,灼烧减量和发气量低于硅砂覆膜砂,说明用宝珠砂覆膜砂制芯,砂芯的抗变形能力优于硅砂覆膜砂,可降低因砂芯引起的变形、气孔等铸造缺陷。
3 覆膜砂的试验应用
3.1 壁厚的检测试验
图3是某公司生产某出口6缸排气歧管的产品,铸件单重为9.6 kg,材料牌号为GJSA-XNiSiCr3552,尺寸为585 mm×200 mm×145 mm,结构较复杂, 初采用硅砂覆膜砂制芯,后改为宝珠砂覆膜砂制芯。用3 t应达中频感应电炉进行熔炼,铁液的出炉温度为1610~1630℃,浇注温度为1470~1550℃。

图3 铸件毛坯照片
在清理铸件后,对其进行解剖检测,用硅砂覆膜砂制芯,铸件存在壁薄现象(如图4所示),壁厚为3.0~6.2 mm;用宝珠砂覆膜砂制芯,铸件的壁厚均匀(如图5所示),壁厚为4.4~4.6 mm。
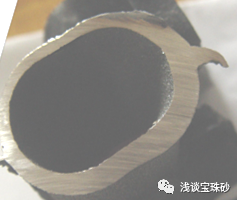
图4 上箱壁薄

图5 壁厚均匀
3.2 尺寸精度的检测试验
为更直观的看到2种覆膜砂制芯铸件的气道变形量,公司采用3D扫描技术,对某排气歧管的内腔气道进行扫描,得到了全局3D数据,利用参数式检查软件,以设计的理论3D为基准定位,提供3D全局差错彩图,形成尺寸偏差比对(数据由软件自动计算)。硅砂覆膜砂与宝珠砂覆膜砂制芯对气道尺寸精度的影响如图6、图7所示,图中显示绿色为符合设计三维尺寸,其它颜色为内腔偏离设计三维尺寸。
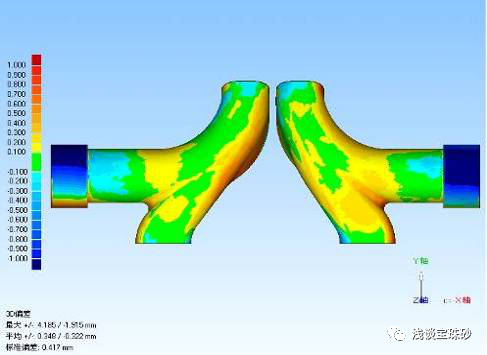
图6
硅砂覆膜砂铸件内腔气道尺寸检测
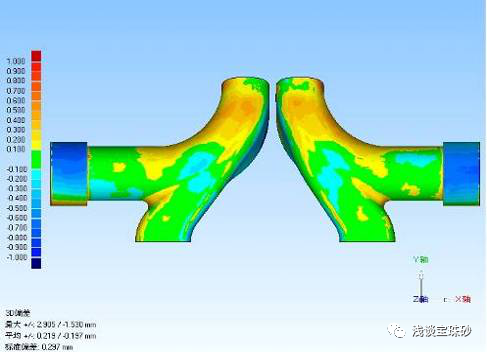
图7
宝珠砂覆膜砂铸件内腔气道尺寸检测
表4 2种覆膜砂制芯内腔偏差尺寸对比
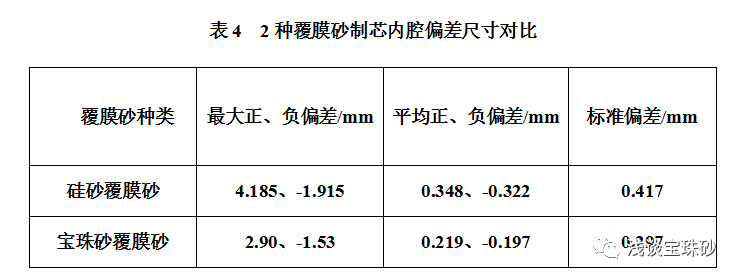
注: 大——指偏离设计尺寸的 大正、负偏差数据;平均——指各数据偏离距离的平均数;标准偏差——指方差的算术平方根。
由表4可以看出:用硅砂覆膜砂制芯,内腔气道的扫描尺寸与设计的三维尺寸相比较,超出设计的三维偏差为+4.185~-1.915 mm,累计的绝对值偏差为6.1 mm,气道尺寸数据的平均超差为+0.348~-0.322 mm,标准偏差为0.417 mm,说明气道的空间尺度偏离了设计的目标,且尺寸数据波动大,稳定性、一致性差。用宝珠砂覆膜砂制芯,内腔气道的扫描尺寸与设计的三维相比较,超出设计的三维偏差为+2.905~-1.530 mm,累计的绝对值超差为4.435 mm,气道尺寸数据的平均超差为+0.219~-0.197 mm,标准偏差为0.297 mm。
在相同的生产工艺条件和模具条件下,宝珠砂覆膜砂与硅砂覆膜砂芯相比,累计的绝对值偏差显著降低,幅度为27.3%;平均偏差显著降低,幅度为37.1%;标准偏差显著降低,幅度为29%;说明气道的空间尺度偏离了设计目标的幅度明显降低,宝珠砂覆膜砂排气歧管内腔气道空间尺寸与原硅砂覆膜砂工艺相比接近设计值,且尺寸数据波动性小,稳定性、一致性显著提高。
从结构方面分析:
(1)采用硅砂工艺的进气管口位置度不符合设计值,改用宝珠砂覆膜砂工艺后,符合设计值;
(2)宝珠砂覆膜砂排气歧管内腔气道的空间尺寸比原硅砂工艺更接近设计值;
(3)出气管口的位置度对排气歧管的工作功能和可靠性都很重要,硅砂覆膜砂排气歧管出气孔的位置度偏差为0.33~0.4 mm,陶瓷覆膜砂的位置度为0~0.1 mm,位置度偏差值显著减小,这对降低排气歧管之间的连接密封性非常有利,可大大降低漏气隐患,提高密封效果。
4 结束语
通过宝珠砂覆膜砂在排气歧管上的开发与应用,与普通硅砂相比,使用宝珠砂覆膜砂制芯有显著优点:
(1)用宝珠砂覆膜砂制芯,无断芯现象,变形量小,能够提高排气歧管内腔流道的尺寸精度;
(2)宝珠砂覆膜砂强度高、发气量低,能有效地降低气孔缺陷,提高生产效率,降低铸件综合废品率,经济效益显著;
(3)宝珠砂覆膜砂制芯对铸造工艺无特殊要求,适用于各种铸造方式;
(4)宝珠砂覆膜砂作为一种新的造型材料,与硅砂相比,优点更多,应用前景更好。