

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
宝珠砂冷芯工艺提升康明斯2.7CTI缸体水套内腔质量
更新时间:2021-04-02 16:16:05点击次数:2495次
介绍了康明斯2.7CTI柴油发动机缸体水套砂芯的结构特点,针对研发试制过程中水套内腔出现的粘砂、变形、断芯等问题,分析了与内腔质量强相关的工艺管控要素。通过采用宝珠砂冷芯制备工艺、涂刷锆英粉醇基涂料以及清理工序的调整和完善, 终获得了水套内腔光洁、尺寸合格的优质铸件,满足了产品的批量化生产需求,供同行参考。
编辑导语:
介绍了康明斯2.7CTI柴油发动机缸体水套砂芯的结构特点,针对研发试制过程中水套内腔出现的粘砂、变形、断芯等问题,分析了与内腔质量强相关的工艺管控要素。通过采用宝珠砂冷芯制备工艺、涂刷锆英粉醇基涂料、设计随形排气镶块以及清理工序的调整和完善, 终获得了水套内腔光洁、尺寸合格的优质铸件,满足了产品的批量化生产需求,供同行参考。
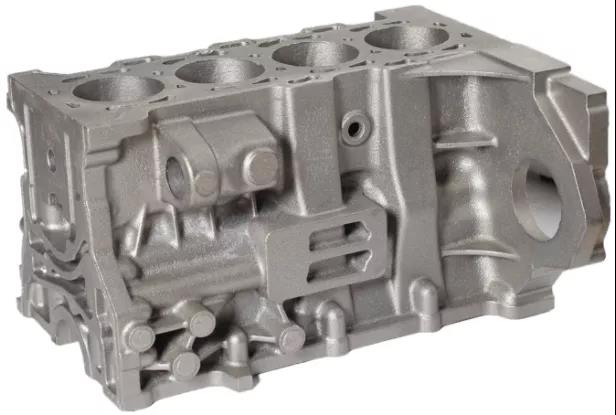
图1 2.7CTI缸体铸件

图2 水套砂芯

(a)断芯

(b)粘砂
图3 水套断芯与粘砂缺陷
工艺措施及其验证
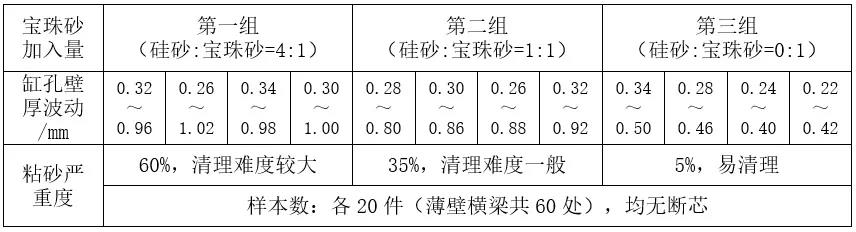
(1)选用100%宝珠砂制备工艺
表1 宝珠砂制芯效果验证
(2)采用双层涂刷工艺
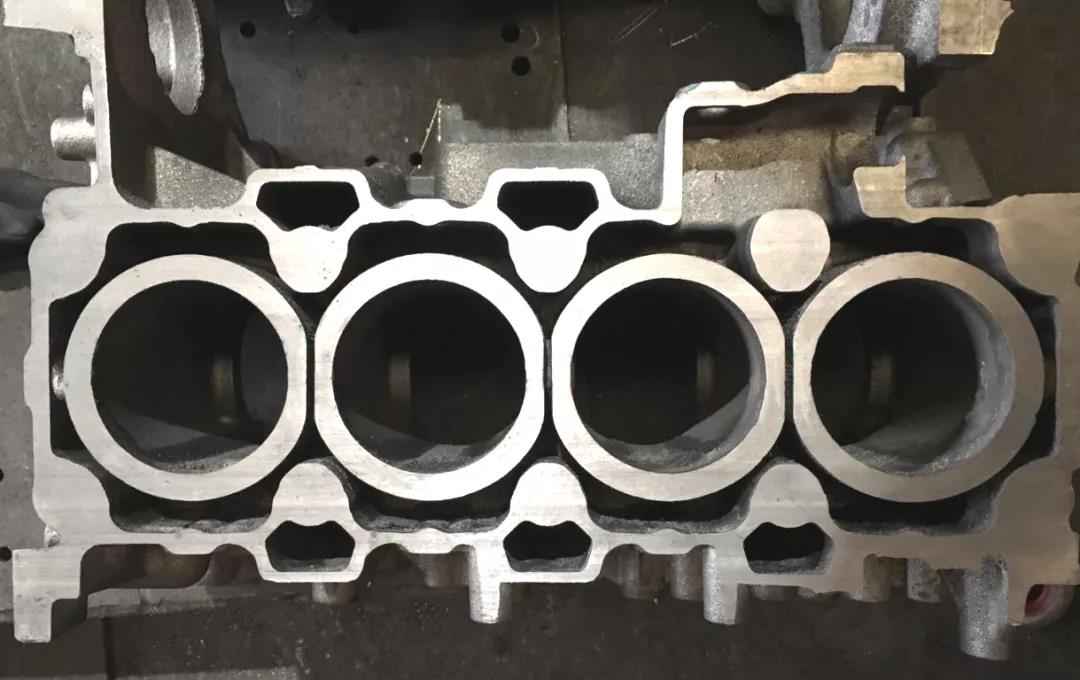
图5 量产阶段的2.7CTI缸体内腔切割状态