

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
宝珠砂在阀体铸件上的应用
更新时间:2021-05-17 17:13:35点击次数:1320次
主阀是挖掘机 核心的零部件之一(如图1),是一个复杂的液压元件,材质为球墨铸铁,工作过程中承受大的载荷及磨损,其内腔形状结构复杂,需较多砂芯成型。经过试验表明,宝珠砂在阀体砂芯上的应用,效果优于硅砂、铬铁矿砂,可满足实际生产要求。
主阀是挖掘机 核心的零部件之一(如图1),是一个复杂的液压元件,材质为球墨铸铁,工作过程中承受大的载荷及磨损,其内腔形状结构复杂,需较多砂芯成型。

图1 阀体铸件结构
硅砂作为 常见的型(芯)砂材料,虽然价格便宜,但因其热膨胀率高、耐火度低等缺点无法解决砂芯变形、烧结等问题。即使使用了焙烧砂,铸件内腔变形、断芯、烧结、脉纹、粘砂等问题依然没有解决。采用铬铁矿砂、锆英砂虽然膨胀率较低,但由于这两种砂角形系数比较大,粒形差,芯砂流动性差,砂芯易出现射不实、疏松等质量问题,同时这两种砂透气性、溃散性差,加大了内腔清理的工作量,而且这两种砂的价格也高,成本上难以接受。
形成阀体内腔的砂芯形状如图2所示,阀杆孔轴线方向某些端面的加工余量只有0.5mm,在这种情况下,既要保证端面的加工余量,又要防止因加工量增大导致的油腔截面减少,进而影响油腔的通油量,选择热膨胀率小的宝珠砂,可以保证铸件的尺寸精度。阀体内腔油道多,且大多数为深扁腔状,阀体砂芯制作时芯砂充填芯盒不紧密,而且由于辅芯与主芯装配连接的接口数量多,操作空间小,不便修补。

(a)

(b)
图2 阀体砂芯
为解决上述问题,选用粒形为球形,具有良好流动性的宝珠砂,从而保证制作的砂芯外形完整致密;另外较低的相变体积变化和优良的溃散性能,使生产的铸件内腔光滑、无毛刺。宝珠砂形状为球形,表面积小,消耗树脂量少,发气量小,基于以上考虑,采用宝珠砂生产覆膜砂,制作阀体的砂芯。
1、试验材料
宝珠砂,是洛阳凯林铸材有限公司于上世纪90年代末开发研制的一种新型球形铸造用砂,它具有耐火度高、流动性好、透气性好、热膨胀率低、防粘砂效果明显、回用再生性能好等特点,属中性材料,可适用于各种铸造合金和多种铸造工艺。
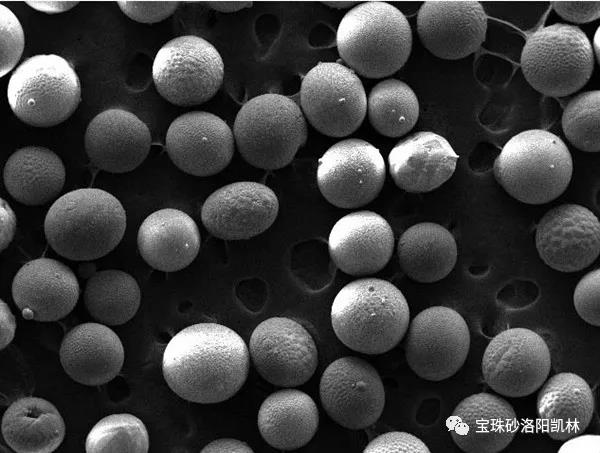
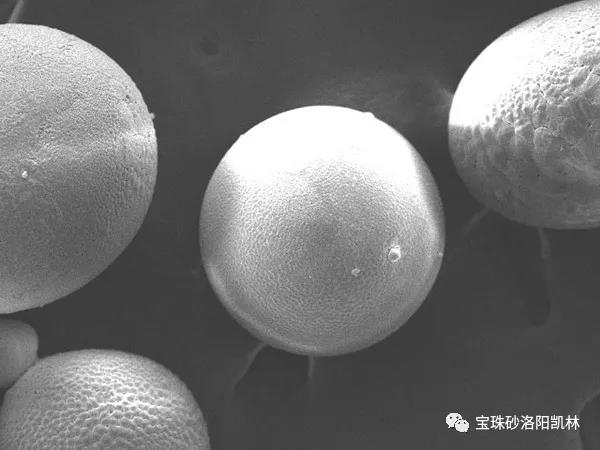
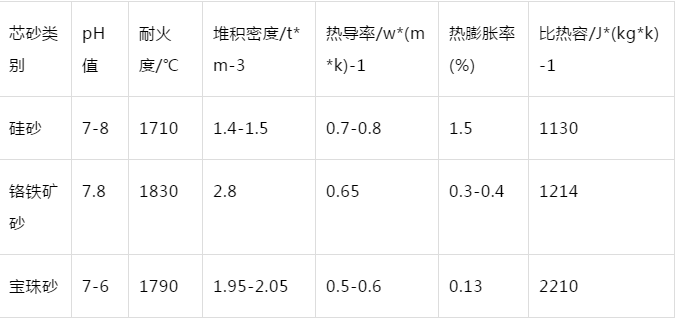
宝珠砂粒形为球形或接近球形,颜色为灰褐色,如图3所示。粒径在0.053-3.35mm(270目-6目)之间,其化学成分如表1所示。宝珠砂耐高温、热稳定性好、不易破碎,再生性能好。宝珠砂与硅砂和铬铁矿砂的主要热物理性能对比,如表2所示。
(a)
(b)
图3 宝珠砂粒形
表1 宝珠砂的化学成分(%)

表2 宝珠砂、硅砂及铬铁矿砂的性能对比
2、试验方法
分别选用宝珠砂和铬铁矿砂各制芯3件,各组砂芯组装完成后进行整体浸涂,涂料比重1.32-1.36g/cm3,烘烤温度160-180℃,烘烤时间1.5h,造型隔台下芯,同包铁液浇注,浇注温度控制在1360-1395℃。解剖阀体铸件对比,如图4所示。
由图4可见,使用宝珠砂覆膜砂作为阀体砂芯材料的铸件在落砂时,砂芯溃散性好,很容易就能把内腔的砂芯清理干净,内腔表面光洁,无粘砂、脉纹[如图4(a)]。使用铬铁矿砂覆膜砂作为砂芯材料的铸件在落砂时,芯砂溃散性差,经过多次震砂后才能把内腔的砂芯清理干净,内腔表面质量一般,多处局部存在粘砂[如图4(b)]。

(a)宝珠砂

(b)铬铁矿砂
图4 阀体铸件内腔质量
3、结论经过试验表明,宝珠砂在阀体砂芯上的应用,效果优于硅砂、铬铁矿砂,可满足实际生产要求。