

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
深耕行业二十年,带您走进宝珠砂的世界:宝珠砂的生产、应用及发展前景
更新时间:2021-06-15 10:26:00点击次数:3146次
二十年来,洛阳凯林铸材有限公司开发、生产的“宝珠砂”,它以高耐火度、低受热膨胀量、旧砂的高回用性等特性在铸造行业得到了越来越广泛的应用。本文详细介绍了宝珠砂的生产和应用情况,涵盖各种应用工艺与典型案例,对目前已经应用和即将应用宝珠砂的铸造企业有很好的参考作用。
专家点评

造型材料资深专家:黄天佑
二十年来,洛阳凯林铸材有限公司开发、生产的“宝珠砂”,它以高耐火度、低受热膨胀量、旧砂的高回用性等特性在铸造行业得到了越来越广泛的应用。本文详细介绍了宝珠砂的生产和应用情况,涵盖各种应用工艺与典型案例,对目前已经应用和即将应用宝珠砂的铸造企业有很好的参考作用。

宝珠砂,是以Al2O3为主要成分的煅烧铝矾土,经熔融、喷吹、筛分制成不同粒度的铸造用砂。
1999年8月,洛阳凯林铸材有限公司成立并开发电熔陶粒砂,从2000年开始,洛阳凯林铸材有限公司在《铸造》杂志对“宝珠砂”进行宣传(从未间断),并对“宝珠砂”进行了商标注册(2012年,第4796392号)。
铸造用宝珠砂粒径一般在0.053~3.53mm之间,其矿物组成主要是刚玉和莫来石,还有微量的非晶质相;主要化学成分为Al203和Si02,耐火度一般≥1800℃,是一种近似球形、高强度、高硬度的铝硅系耐火材料。
纯净的宝珠砂多为黑褐色(图1与图2)。宝珠砂具有优异的理化性能使其在铸造生产中得到了迅速的推广,二十年来,铸造厂家籍此取得了显著的经济效益和环保效益,被专家称作是“21世纪的绿色铸造新材料”。
图1宝珠砂电镜照片

图2宝珠砂光学显微镜照片
宝珠砂的优点
01 宝珠砂的特性
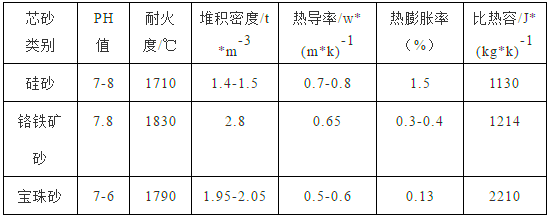
从表1的数据,我们可以将宝珠砂的特性概况为:热膨胀系数小,热导率高;砂粒近似球形,角形系数小;砂粒表面光滑,无裂纹,无凹凸;宝珠砂属中性材料;颗粒强度高;耐火度高;粒度范围广。
表1宝珠砂、硅砂、铬铁矿砂的物理性能
02 宝珠砂与硅砂及其他特种砂的性能对比
硅砂来源丰富、耐火度较高,时至今日,仍然占据铸造用原砂的90%以上。但随着人们对铸件质量、综合成本控制、环境保护等要求的不断提高,硅砂本身的缺点越来越突出:热稳定性差;高温下易与氧化铁反应形成铁橄榄石,造成化学粘砂;耐火度较低,容易与氧化锰反应成渣,难于适应于中高合金钢、高锰钢的铸造;易于破碎,产生的SiO2粉尘,有造成工人患尘肺病的危险。
因此人们开始寻求特种砂。
早期的特种砂(从19世纪40年代以来),广泛使用的有锆英砂、铬铁矿砂、橄榄石砂、镁砂等,具有耐火度高、导热性好、热膨胀小、抗熔渣浸蚀能力强等特点,主要用于合金钢或者容易粘砂的碳钢的铸造,常常作为覆膜砂、铸型面砂、涂料、特殊型芯等。由于粒形不理想、再生、回收困难等,总体效果不佳,整条生产线使用的鲜见。这些特种砂一般是通过选矿、破碎、筛分,个别经过煅烧而成,没有成分和组织的改变,被称为天然特种砂,目前面临资源逐渐匮乏、开采受限等,价格越来越贵。
目前使用的特种砂(自20世纪末开始),日本、中国、德国等一些企业和研究机构以高岭土、铝矾土等为原料,通过造粒、烧结,或者熔融、风碎等工艺生产不同成分、不同物相的陶瓷类球形砂,除了具有天然特种砂的上述优点外,还具有黏结剂用量少、流动性好、透气性好、强度高耐破碎、适应各种造型制芯工艺成线使用的特点,十几年来得到了迅速的推广应用。其中,综合性能 好,应用 为广泛的是宝珠砂。
03 宝珠砂的工艺优势
(1)宝珠砂近球形颗粒、表面光滑:黏结剂消耗量小,发气量少,流动性好,充填性好,浇注后溃散性好;
(2)宝珠砂热膨胀率低:宝珠砂受热后的膨胀率是硅砂的1/5,铬铁矿砂的1/2,所生产的铸件尺寸精度高,脉纹、裂纹缺陷少,铸件成品率高;
(3)宝珠砂耐破碎性好:宝珠砂材质致密,抗压强度高,重复使用时破碎率低,大幅度提升了型(芯)砂的再生回用率,减少了废砂排放,有利于环境保护;
(4)宝珠砂耐火度高:减少粘砂;
(5)宝珠砂堆积密度相对较小:宝珠砂堆积密度为1.95-2.05g/cm3,小于铬铁矿砂的2.5~2.9g/cm3,制作的砂芯质量更轻,易搬运,能减少芯砂的使用量;
(6)宝珠砂对黏结剂的适用性好:宝珠砂的主要成分是Al2O3,pH呈中性,酸性、碱性材料硬化黏结剂均可使用;
(7)宝珠砂的价格相对便宜:宝珠砂的价格约为锆砂是1/3。尽管比硅砂高不少,但如循环再生使用得当,综合运行成本低于硅砂,即性价比高。
宝珠砂生产工艺的技术要点
01 宝珠砂的生产
洛阳凯林·宝珠砂生产情况

(1)凯林公司宝珠砂现有河南洛阳、渑池、巩义,河北石家庄,山西阳泉等几个生产基地,年生产能力10万吨以上,市场占有率达30%以上;
(2)通过了ISO9001质量管理体系认证,并持续稳定运行15年以上;
(3)凯林公司20年来积累了丰富的经验,形成了一系列专利技术,拍摄了《宝珠砂》科普教育片,作为主要起草单位起草了宝珠砂协会标准。
02 宝珠砂主要技术指标对铸件质量的影响
(1)Al2O3含量
Al2O3含量的高低,直接决定其耐火度和烧结点,含量越高,耐火度和烧结点越高。生产不同材质的铸件,所用宝珠砂的Al2O3含量也不同。如铸钢件,一般浇注温度在1550℃以上,一般选择Al2O3含量高的宝珠砂;反之,会因耐火度低,砂粒熔融而造成铸件粘砂。铸铁件浇注温度在1400℃左右,可以选用Al2O3含量稍微低一点的,特大铸铁件可以参照铸钢件用宝珠砂的指标。
另外,Al2O3含量的高低还影响宝珠砂的破碎率和耐用程度,需要通过多次强力再生的场合,应当选用Al2O3含量更高的宝珠砂。
(2)含泥量
泥分会降低宝珠砂的耐火度和烧结点,含泥量若超标,会降低型(芯)砂的透气性。尤其对树脂砂,含泥量高将会大大地降低型(芯)砂的强度,增加树脂黏结剂的加入量,提高树脂砂的发气量。
(3)AFS细度和粒度组成
宝珠砂AFS细度和粒度组成是关系铸件表面粗糙度的重要参数。一般说来,砂子越细,铸件表面就越光洁,同时黏结剂需求量就越大,发气量就越大,这是所有铸造用砂的共性。因此,选择适合的粒度需要在充分试验或参照现有成功经验的基础上确定。
03 铸件生产企业应如何选择宝珠砂
(1)铸件生产企业在选择宝珠砂企业时,要注重供应商的综合实力,主要是质量保证能力和生产能力,也要兼顾其地理位置等其他因素。
(2)要根据铸件材质不同选用,主要是合理选择宝珠砂的Al2O3含量,满足铸件对耐火度的要求。
(3)要根据铸件质量的大小选用:要选好宝珠砂的粒度组成和平均细度。铸件质量大或有厚大断面,要选用平均细度值小的粗砂;铸件质量小或薄壁铸件,则可选用平均细度值高的细砂。
宝珠砂的应用案例及工艺要点
01 宝珠砂目前的应用情况
宝珠砂适用于各种铸造工艺,如:砂型铸造(黏土砂、树脂砂、水玻璃砂)、V法、消失模、熔模精密铸造等;适用于各种黏结剂、各种金属材料的铸件生产,不但能大幅度提高铸件质量,而且清砂容易,混砂工艺与广泛使用的石英砂无大的区别,对大多数铸件可以省去涂料或减少涂料用量,尤其适宜制作质量要求高的铸件。
图3是凯林根据客户实际应用情况做的应用工艺分布。

图3丨凯林宝珠砂应用分布饼图
02 宝珠砂在各种铸造工艺中的应用特点
(1)呋喃树脂自硬砂
呋喃树脂自硬砂是 为常见的一种酸自硬树脂砂,存在多种不同的树脂-固化剂匹配系统,广泛适用于中小批量铸铁铸钢生产线以及制芯工艺中。具有工艺灵活、适应范围广、易于再生等优点。特别是近些年来与宝珠砂的配合使用,进一步拓展了该工艺的应用范围,体现了更明显的工艺优势。凯林进行了宝珠砂以及大林标准砂使用呋喃树脂的试验,树脂加入量为1.2%(占原砂质量比),结果见表2:
表2宝珠砂与大林砂在不同时间的抗拉强度对比

从表2可以看出,呋喃树脂宝珠砂的硬化速度比硅砂要快,强度也提高很多,特别是放置24h后的抗拉强度比硅砂提高了53.6%,宝珠砂用呋喃树脂时不仅可减少树脂的加入量,降低成本,也能提高生产效率。实际生产应用中型砂普遍采用0.7%左右的树脂加入量。根据铸件的大小,可采用30/50,40/70,50/100等粒度的宝珠砂。由于树脂加入量的下降,发气量大大降低透气性明显提升,大大降低了铸件产生气孔等缺陷的几率。宝珠砂用呋喃树脂工艺,无需设备改造,现已广泛应用于各种灰铁、球铁件的生产,在采用低氮和无氮呋喃树脂时也广泛应用于各种铸钢件的生产。
(2)碱性酚醛树脂自硬砂
碱性酚醛树脂砂工艺,在浇注及冷却过程中,不产生氮、磷、硫等能够进入钢液影响其质量的元素;在混砂、造型、制芯和浇注、清砂过程中很少释放有毒、刺激性气味的气体,对作业环境基本没有影响。且碱性酚醛树脂呈强碱性,对原砂的酸耗值要求不高,完全可以采用碱性原砂。
酯硬化碱性酚醛树脂自硬砂,也存一些问题:碱性酚醛树脂的强度相对较低,型砂中树脂的加入量较多,导致生产成本较高;旧砂再生性能差,增大了新砂的加入量,增多了旧砂的排放,增加了成本,污染了环境。
为了充分发挥碱性酚醛树脂自硬砂工艺的优势,克服其不足之处,多年来铸造人在树脂/固化剂系统的改性、采用特种砂(如宝珠砂)、改进旧砂再生工艺及设备等方面取得了显著的成果,使得这种工艺能够在显著降低生产成本的同时,高效、环保地生产出高品质的铸钢件。如国内某日资企业,采用宝珠砂碱性酚醛树脂自硬砂工艺生产不锈钢、锰钢、高铬铸铁等耐磨件,树脂加入量0.8%~1%,采用日本新东再生设备,再生后LOI 低可达0.6%,月宝珠砂补充量为2%~3%,铸件质量明显改善,取得了经济环保双丰收。
(3)冷芯盒法
冷芯盒法因其芯砂可使用时间长,起模时间短,生产效率高,能耗低等特点,适合于大批量型芯的生产,在汽车柴油机行业普遍采用。
柴油机铸件,如汽缸体、汽缸盖、进排气管等,部分芯子形状复杂,局部截面积小,容易出现射不实,断裂等,或者由于石英砂较大的热膨胀导致铸件出现脉纹,还有出现粘砂、气孔等缺陷的几率也比较大。使用宝珠砂或者宝珠砂与石英砂按比例混合使用,树脂加入量减少20%~30%,以上几种缺陷得到了明显改善,同时砂芯溃散性非常好,减少了清理工作量。由此,仅近年来,几乎所有规模较大的柴油机铸件铸造厂,都采用了宝珠砂冷芯盒工艺(图4)。

图4丨缸体主油道砂芯
(4)宝珠砂壳型铸造工艺
宝珠砂壳型精密铸造工艺,可以广泛适用于各种材质的中小铸件,且铸件尺寸精度可以达到CT7~CT6级,表面粗糙度达到Ra12.5以上,可以极大地提高砂型铸造铸件质量,并可部分替代失蜡精密铸造工艺(图5~6)。

图5丨单片壳型砂芯

图6丨浇注后的零件簇和浇注系统
另外,该工艺旧砂再生简易方便,极大减少了固体废弃物等污染物排放,具有明显的环保效益,是一种可持续发展的铸造技术。
(5)消失模
消失模工艺采用宝珠砂作为填充砂,已经成为目前消失模行业的“标准配置”,一般采用10/20、20/30筛号砂,可以使铸件成品率显著上升,综合成本下降,吨铸件耗砂量仅1~2kg,劳动环境明显改善。
03 凯林宝珠砂应用典型案例
凯林宝珠砂用户逾数百家,其中有代表性、有工艺典型性的用户有:
(1)国内某大型铸造材料集团公司,生产宝珠砂覆膜砂,供应汽车、发动机、摩托车铸造行业,年宝珠砂总用量近万吨;
(2)国内某合资企业,采用碱性酚醛树脂自硬砂工艺,主要生产船舶柴油发动机部件、其他船舶专用配件、矿山机械铸钢件及桥梁、建筑等铸钢件, 大单件重量为20t。一次性装备900t宝珠砂,年产量约为12000t,采用日本新东再生设备。
(3)国内某大型铸钢厂,呋喃树脂自硬砂工艺,宝珠砂粒度30/50,40/70,主要生产冶金、矿山类铸钢件;
(4)国内某发动机铸件专业铸造厂,使用宝珠砂粒度AFS细度为55左右,采用冷芯盒工艺生产缸体缸盖水套;
(5)国内某大型铸钢厂,采用碱性酚醛树脂自硬砂工艺、日本新东再生设备,一次性配备1100t宝珠砂,形成月产600t工程机械类铸钢件的产能;
(6)国内某铸造公司,年生产铸钢管件5000余吨,装备10/20筛号宝珠砂400t。
宝珠砂的市场现状、趋势
01.宝珠砂市场目前的状况
国内市场,目前宝珠砂年产能20万吨以上。近年来,宝珠砂外销持续增长,年外销宝珠砂3万吨以上;越来越多的铸造厂认识到宝珠砂在铸造行业的应用优势。目前,宝珠砂已成为扩建、改建、新建铸造厂的选择,宝珠砂的生产和应用将会处于一个较长的上升通道中。
02.采取哪些措施应对市场变化?
(1)防疫、生产、销售有机结合,确保国内外客户的生产需求;
(2)向内使劲,苦练内功,提高质量稳定性,降低生产成本;
(3)充分利用网络平台,加强与铸造行业同行的交流,普及宝珠砂应用知识,分享应用经验;
(4)加强与中国铸造协会、河南省铸锻工业协会的联系,接受指导,获取信息;
(5)组织专业知识培训和营销技能培训,不断提高员工水平,为客户提供更好的服务。
03.宝珠砂未来的发展
宝珠砂作为“21世纪的绿色铸造新材料”,在继续加强新产品开发、拉长产业链、继续加大节能减排的基础上,将会在宝珠砂生产过程及铸造厂实现“零排放”,“绿色生产”的进程中发挥更大的作用。