宝珠砂,是对熔融状态下的煅烧铝矾土矿石进行喷吹处理,使其瞬间冷却结晶而成的一种高耐火度、低膨胀率、近似球形的人工铸造砂。它(宝珠砂)用于铸造原砂,其性价比高于铬铁矿砂、锆英砂,为铸造行业提高铸件质量,降低生产成本,减少车间粉尘和废砂排放,提供了行之有效的解决方案,是目前较为理想的新型铸造用砂,二十年来,已在消失模铸造、树脂砂铸造、覆膜砂(壳型)工艺、冷芯盒制芯等领域广泛应用,具有良好的发展前景。
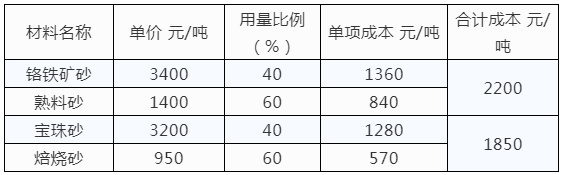
1、粒形球形,流动性及填充性好。宝珠砂粒形接近真圆,表面光滑,无凹凸脉纹,其流动性及填充性好,造型时易紧实,且具有良好的透气性。而硅砂和镁橄榄石砂均为多边型砂,流动性较差。 2、热膨胀率低,有利于生产高精度铸件。硅砂的热膨胀系数大,会造成夹砂、结疤、鼠尾等铸造缺陷。而宝珠砂的热膨胀系数极小,在浇注过程中几乎没有膨胀现象,其性能可与锆英砂媲美,所以,使用宝珠砂,生产的铸件尺寸精度高,表面缺陷少,不易产生夹砂、冲砂、气孔等缺陷,铸件成品率高。 3、耐破碎性好,有利于回收利用。宝珠砂颗粒致密性好,强度高,即使多次反复再生利用,也极少破碎,因此,极大减少了铸造生产过程中的粉尘和废砂排放,有利于环境保护。 4、耐火度好(高)。宝珠砂主要成分为三氧化二铝,耐火度≥1790℃,能满足铸造各种金属及合金的要求。而硅砂在不同的温度下会有多种晶体出现,从而在浇注过程中会再次降低型砂的耐火度。因此,使用宝珠砂可以明显减少机械和化学粘砂,这样就大大降低了落砂清理的工作量。 国内某公司在2009年开始试用宝珠砂,用宝珠砂与焙烧砂混合,代替部分原铬铁矿砂与熟料砂,生产高速机缸体类水腔砂芯,并已在2010年第二季度实现批量应用,每月用量已达200吨。该厂应用初期试用情况总结如下: 1、使用宝珠砂与焙烧砂配比工艺,其成本比原铬铁矿砂与熟料砂配比工艺有所降低,按目前市场价格,节约材料成本在15%左右(见表1)。
表1 两种配料成本对比
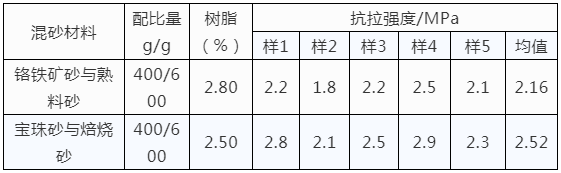
2、该工艺生产的砂芯强度高(见表2),表面致密,铸件内腔质量明显提高。统计2010年二季度质量情况与去年同期对比,在涂料未更换的情况下,内腔粘砂缺陷有明显减少,由0.6%降低至0.2%以下。
表2 热芯盒砂芯抗拉强度对比试验数据
3、射制较大砂芯时,容易出现射不严现象,特别是尖角薄弱部位。原因是宝珠砂流动性好,小于100目的细小颗粒容易从排气孔槽等处跑出,容易堵塞排气部位而造成射不严现象。冷热芯盒均会有此问题。该公司在射制水腔类热芯盒砂芯时,每套芯盒在清净后射制30模就会出现射不严现象,并不断加重,对制芯质量及生产效率影响较大。对此,他们采取的措施是增大了排气槽尺寸,厚度由0.3-0.5mm增加到0.6-0.8mm,并对宝珠砂粒度要求进行修改,控制其中小粒度颗粒含量,并增加清理工装频次,收到一定效果。 4、砂芯脆性较大,抗弯性差。使用宝珠砂,断芯缺陷比铬铁矿砂有增加,主要是在砂芯运输及组芯过程中容易出现断芯现象,比例在2%左右;在浇注铁液后,断芯缺陷引起的不合格比例较过去有轻微增加。通过调整树脂及固化剂加入量来改善砂芯韧性,对减少断芯有一定效果。 5、宝珠砂用于制芯时,其旧砂回收很困难,在铸件落砂时与铸型旧砂混为一体,再分离时会遇到排污、粉尘处理等高成本问题,暂时无法实现回收。宝珠砂混入型砂后,由于占砂总量的0.1%不到,理论上应该不会对型砂产生影响,该厂家跟踪型砂性能的结果也证实了这一点。 6、宝珠砂与焙烧砂的质量对砂芯的质量影响较大。原材料铝矾土矿石的质量,决定了宝珠砂的 终的各种成分及性能。因此,矿源和供方的质量管控对宝珠砂的质量稳定性影响很大,建议选择国内一些信誉好、有实力、有自主知识产权、供应能力有保障、且质量有保证的正规宝珠砂生产企业,比如洛阳凯林铸材有限公司等。而焙烧砂由于是硅砂,对其焙烧不彻底时,其体积膨胀率在4%以上,远远大于铸件本体1.5%的收缩率,对铸件 终尺寸影响较大。在使用初期,由于焙烧砂体积膨胀引起的尺寸缺陷较多,为此,该厂家对供砂企业进行了细致的考察,选择了焙烧工艺完善,质量保证能力强的三家企业作为供方,基本上杜绝了此类问题的发生。 1、宝珠砂相比于硅砂等,具有独特的优点,有较好的应用前景。 2、宝珠砂应用于铸造行业,能替代铬铁矿砂等原常用材料制芯,并且能满足工艺要求。 3、用宝珠砂制芯时,会造成断芯及部分铸件尺寸缺陷,需要增加工艺保证。









