宝珠砂是我国开发的一种粒形近圆、耐火度高、化学性质稳定、抗破碎性强的铸造人工砂。某知名汽车发动机生产厂商,使用宝珠砂无机粘结剂制芯,粘结剂加入量1.8~2.2%,由于宝珠砂具有良好的流动性,使得砂芯致密、表面完整光洁,同时发气量微量,大大提高了铸件的成品率,改善了芯砂溃散性,改善了生产环境,成为绿色生产的典范。
宝珠砂,是一种性能优异的铸造用球形特种砂, 早由洛阳凯林铸材有限公司开发生产。经过20年来的推广,已经广泛应用于砂型铸造(潮模砂、水玻璃砂、树脂自硬砂、热芯盒、壳型、冷芯盒等)、消失模铸造等各种铸造工艺以及铸铁、铸钢、有色合金等各种铸造合金,取得了显著的经济效益和良好的环保效果,被誉为“21世纪的绿色铸造新材料”。
二十年来宝珠砂产量持续增长、产能大幅度提升,产地分布更广,到2020年,总销售近20万吨。同时其生产工艺,从铝矾土焙烧、电弧熔融,到除铁去杂、筛分混配等工序经技术革新不断改善,实现环保高效,绿色、可持续发展,完全满足铸造行业不断增长的需求。 宝珠砂应用范围,从面砂、填充砂、到热芯盒、壳型、冷芯盒制芯,再到整体的自硬砂生产线的应用,范围不断扩大、工艺逐渐深入。根据连续几年的统计,其 大的应用场合就是发动机铸件行业,约占总销售量的1/3强。 本文结合公司一些主要用户应用宝珠砂的典型案例,介绍一些宝珠砂应用于发动机铸件行业的工艺特点和应用效果。
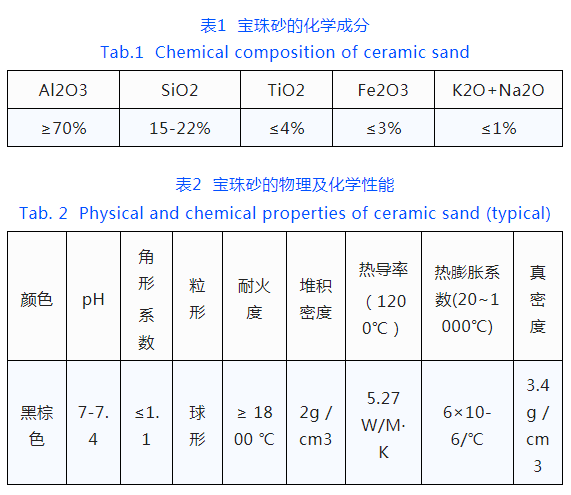
宝珠砂,是以三氧化二铝(Al2O3)为主要成分的煅烧铝矾土,经电弧熔融、空气喷吹、标准筛筛分、级配混合制成的不同粒度组成的铸造用砂。铸造用宝珠砂粒径一般在0.053~3.53mm(270目~6目)之间。宝珠砂的矿物相主要是刚玉和莫来石,还有微量的非晶质相。宝珠砂的主要化学成分为三氧化二铝(Al203)和二氧化硅(Si02),耐火度≥1800℃,是一种近似球形的、高强度、高硬度的铝硅系铸造原砂。宝珠砂的颗粒形貌见图1(附硅砂的颗粒形貌)。

宝珠砂具有热膨胀系数小;热导率高;近似球形,角形因数小,流动性、可紧实性好;表面光滑,无裂纹,无凹凸;中性材料、适用于各种铸造合金;颗粒强度高、不易破碎;耐火度高;粒度范围广,可根据工艺需求定制混配等性能特点。宝珠砂的化学成分及主要性能见表1及表2。
2 宝珠砂在发动机铸件生产中的应用
2.4 宝珠砂在发动机铝合金缸体缸盖中应用
为提高汽车的动力性,减少燃料消耗,降低排气污染,保护环境,汽车轻量化是汽车行业发展的潮流。目前,汽车发动机(包括柴油机)铸件,如缸体、缸盖等普遍采用铝合金铸造,而缸体缸盖的铸造工艺,在使用砂芯时,以金属型重力铸造以及低压铸造(LPDC) 有代表性。 铝合金缸体缸盖铸件的砂芯,覆膜砂和冷芯盒工艺较为普遍,适合高精度大批量的生产特点,采用宝珠砂的方法与铸铁缸体缸盖的生产类似。由于铝合金浇注温度较低、比重较小,一般采用强度较低的型芯砂,如某厂冷芯盒砂芯,树脂加入量0.5-0.6%,抗拉强度0.8-1.2MPa,要求芯砂具有良好的溃散性。宝珠砂的使用,减少了树脂加入量并大大提高了砂芯的溃散性。 近年来,为改善生产环境,提高铸件质量,无机粘结剂(包括改性水玻璃、磷酸盐类粘结剂等)的研究和应用越来越多。图7和图8是南方某厂使用宝珠砂无机粘结剂芯砂铝合金缸盖铸造现场。


该厂使用宝珠砂无机粘结剂制芯,粘结剂加入量1.8~2.2%,由于宝珠砂具有良好的流动性,使得砂芯致密、表面完整光洁,同时发气量微量,大大提高了铸件的成品率,改善了芯砂溃散性,改善了生产环境,成为绿色生产的典范。

图8 铝合金缸盖铸造(下芯,宝珠砂无机粘结剂砂芯)
宝珠砂在发动机铸件行业的应用,提高了生产效率、改善了劳动环境、解决了铸件缺陷,取得了显著的经济效益和良好的环保效益。 发动机铸造行业应继续加大型芯砂的再生力度,进一步提高宝珠砂使用效益,降低固体废弃物排放。 从使用效果和使用范围来看,目前在发动机铸件行业,宝珠砂是综合性能 好、用量 大的铸造特种砂。







