

企业风采Corporate Style
MORE+





宝珠砂碱性酚醛树脂自硬砂的旧砂再生
十几年来,国内外十余家大中型铸钢厂成功使用宝珠砂碱酚醛树脂自硬砂工艺稳定生产出高品质的铸钢件,其中有新建的铸钢厂,也有通过技术改造实施宝珠砂碱酚醛自硬砂工艺的工厂,比较有代表性的铸造厂有:韩国三荣(SAMYOUNG M-TEK)、大连DSD(大连三荣斗山金属制品有限公司)、无锡工装阀门铸造有限公司、安徽海螺川崎装备制造有限公司、山推铸钢郓城分公司等,取得了降低树脂用量、改善生产环境、提高铸件质量、减少清理工作量和固体废弃物排放等经济效益及环保效果。不过,时至今日,在市场开发和技术交流中,碱性酚醛树脂砂的旧砂再生问题一直是探讨的焦点。
碱性酚醛树脂旧砂与呋喃树脂自硬砂和酚脲烷树脂砂相比,被认为是一种再生回用难度较大的树脂砂旧砂,目前尚未找到一种广泛认可的、性价比高的再生方法。其主要原因是:碱性酚醛树脂旧砂砂粒表面上的树脂膜在高温下具有一定的韧性(特别是其中含水量>1%时),很难用一般机械再生法获得理想的再生效果。除此之外,旧砂颗粒表面树脂膜中钾(360℃左右熔化,1320℃后气化)较难用一般热法(700-800℃)再生将其去除干净,加上固化剂--有机酯,均随旧砂使用次数的增加逐渐积累,导致再生砂可使用时间缩短,粘结强度下降,型砂工艺性能恶化,降低再生砂耐火度和抗吸湿能力。
在考核旧砂再生效果时,一般主要检测和控制以下指标:灼烧减量(LOI):铸钢件,≤2%,铸铁件,≤ 2.5%;残留碱量:≤ 0.12%;微粉含量(小于140目)≤ 0.8%;(≤ 240目)≤ 0.2%;砂温≤ 35℃。另外还有砂粒表面状况、粒度分布等。当然,这些指标可根据具体的铸件特点来调整。


图1 宝珠砂碱酚醛树脂砂工艺生产现场
在碱性酚醛树脂自硬砂旧砂再生领域,日本新东公司走在了前面。该公司开发的加压强力搓擦法再生机,在中国几家中日、中韩合资铸造厂,特别是使用宝珠砂的铸造厂中取得了很好的使用效果。使用宝珠砂碱酚醛工艺,由于砂粒表面光洁、粒型近圆,树脂加入量下降30-40%,同时砂粒强度和硬度较高、很难破碎,使得再生效果十分理想,根据安徽某日资铸造厂的数据,再生后,灼烧减量可达0.9%以下,每月的新砂补充量在2%左右。
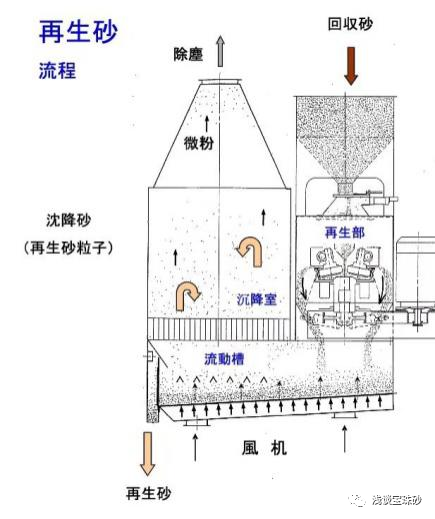
图2 日本新东强力机械再生工艺示意图
目前国内很多铸造工厂还采用这样的碱酚工艺旧砂主要再生方式:二级机械再生+一级离心再生,效果不是特别令人满意,尤其是设备运行一段时间、新砂循环使用多次以后,型芯砂强度、韧性差,铸件缺陷增多等等。
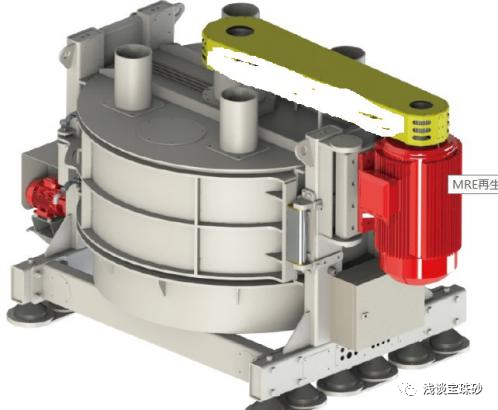
图3 某机械再生设备
旧砂+脱膜剂 → 搅拌→ 进入回转窑→ 加热450℃→ 保温15分钟→ 加热→730℃→ 保温20分钟→ 冷却筛分→ 成品包装。
表1 碱性酚醛树脂砂化学+热法再生技术再生效果
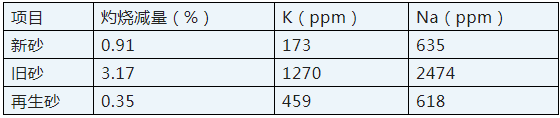

图4 圣泉碱酚醛树脂砂旧砂再生设备