

企业风采Corporate Style
MORE+





常见铸造人工砂的应用情况及推广设想
从上世纪末本世纪初开始,铸造人工特种砂特别是球形人工砂推广应用取得了十分显著的成效,据粗略统计,目前用量可达到12~15万吨左右。这方面,日本企业和美国企业对人工砂的研制、测试、试验、应用都走在世界的前列。
在人工砂的开发方面, 我国有自己的创新成果,那就是开发了熔融风碎砂---宝珠砂。宝珠砂从1999年开始由洛阳凯林铸材有限公司在铸造行业进行推广,在2002年左右进入日本,由于良好的综合性能(与当时的Cerabeads 和太阳珠)和相对的成本优势,得到了很快的推广,并开始由日本销往欧美。
在国内,由李传栻等铸造专家早期介绍宝珠砂的特点及应用,国内一些日资、韩资及其合资铸造企业铸造厂早期采用宝珠砂,对宝珠砂的推广起到了很好的示范作用,到目前为止,宝珠砂的需求还在迅速增长中,也出现了以河南洛阳为中心的数十家宝珠砂生产企业。
近年来,除宝珠砂外,人造莫来石砂的开发、推广也很迅猛,也在各自不同的领域得到应用。
各种球形人工砂由于较高的耐火度、良好的粒型、很低的热膨胀、接近中性的化学性质等突出优点,几乎可以应用于所有砂型铸造的领域,从潮模砂到各种树脂砂,从普通砂型铸造到消失模、V法,从砂型、砂芯到涂料等,全部或者部分地取代了石英砂、铬铁矿砂等,铸件质量大幅度提高、生产成本明显下降、环境极大改善取得了显著的经济效益和环保效益。
图9 是洛阳凯林铸材有限公司近年来宝珠砂在不同铸造工艺中的应用分布,具有一定的代表性,其他厂家或其他球形人工砂的应用情况大体类似。
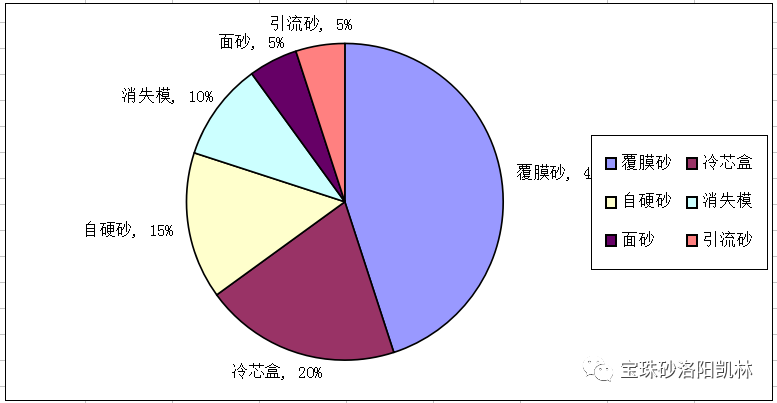
图9 洛阳凯林铸材有限公司宝珠砂应用情况饼图
各种球形砂应用于树脂砂工艺,可普遍降低树脂加入量20~40%,从而降低型芯发气量,改善溃散性。图10 是应用宝珠砂呋喃树脂工艺生产铸钢件,树脂加入量降至0.6%。

图10 国内某厂使用宝珠砂呋喃树脂自硬砂生产铸钢件
在覆膜砂(壳型)工艺中,可单独使用球形人工砂——宝珠砂或者与石英砂混合使用,提高了型芯的强度、韧性、芯砂流动性、型芯的高温性能,在同等强度下降低了型芯的发气量。
近年来,使用宝珠砂壳型铸造工艺替代部分失蜡精铸工艺生产碳钢件、合金钢件乃至不锈钢件,铸件表面质量和尺寸精度达到了原工艺的水平,大大降低了生产成本(特别是人工成本),提高了生产效率,减少了污染物排放。配备热法再生工艺,覆膜砂再生率95%以上,是目前球形人工砂砂应用的一个热点。图11 是宝珠砂壳型工艺生产不锈钢件的实物照片。
由于铸铁件的浇注温度相对较低(一般在1480℃以下),使用宝珠砂冷芯盒工艺制作发动机缸体缸盖砂芯,如缸体缸盖水套芯、缸体主油道芯(见图12 )等,均能起到减少脉纹、改善溃散性、减少气孔等显著效益。目前,使用宝珠砂,已成为绝大部分发动机铸造厂冷芯盒制芯的标准工艺。

图11 宝珠砂壳型铸造工艺生产不锈钢平衡块
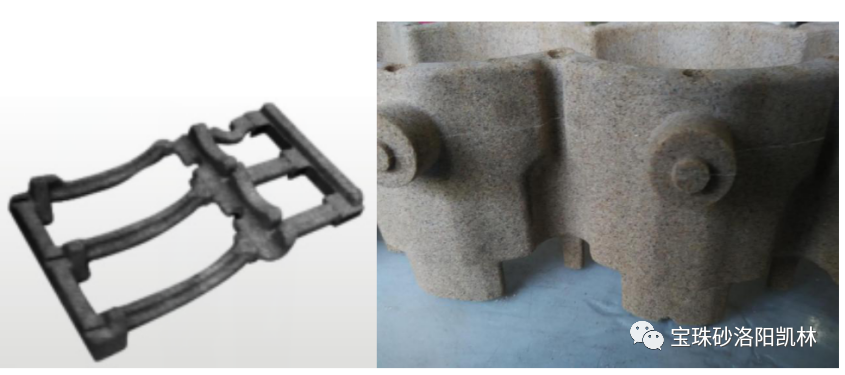
图12 宝珠砂冷芯盒工艺制作的主油道砂芯和水套砂芯
根据日本专家的统计,以宝珠砂为代表熔融风碎法中石墨电极接触熔融法是产量较多的人工砂制造法,现在年产量约10万吨,实际可能超过12万吨。烧结法生产的球形人工砂年产量大约5万吨,包括cerabeads和金刚陶力砂。而采用火焰熔融法生产的球形人工砂产量较小,年生产量约0.5万吨。以上数字大体上反映了各种人工砂的应用状态,随着在铸造行业的进一步推广和绿色铸造环保铸造的要求越来越强烈,它们的应用会进一步扩大,近十年之内仍然会继续其高速增长的状态。
五、对推广应用人造砂的设想与展望
1、加快各种人工砂的标准制定和宣贯推广工作,目前这些工作进展明显跟不上实际应用的发展。有些相同的砂子有很多不同的名字,有些厂家片面宣传,误导用户,有些产品多头标准,不利于铸造厂家了解和采购,砂子质量标准混乱,甚至鱼目混珠,铸造厂深受其害。对铸造厂造成困扰,反过来影响人造特种砂的应用。
2、宝珠砂为代表的熔融风碎陶瓷砂的生产要继续提高生产方式的机械化、高效化和环保化,要保证生产和质量的一致性,进一步研究和应用节能技术。应当利用此种工艺的优势,开发一些性能更优越的特殊产品,如已经开始的加入10%左右锆英粉的(锆宝珠砂),凯林公司开发的(金砂)等,还可以继续开发一些新的耐火材料的熔融风碎产品。
3、一两年内,各种球形人工砂的应用会逐步出现差异化、专业化,铸造厂逐步了解各种球形人工砂的不同优势,选择更加理性化,人造特种砂生产厂家也要不断调整生产及销售策略。
4、有必要由特种砂生产企业结合大专院校、科研机构将各种球形人工砂的各种性能尤其是热性能进行更全面深入的研究,提供继续改进的机会,同时 好能够应用到各种铸造工艺辅助设计软件中,更好促进特种人造砂的应用。
5、关于球形人工砂的性能的测试,包括粒型(角形系数的替代指标)、抗破碎性、高温性能等,需要尽快统一和积极推行。