

企业风采Corporate Style
MORE+





浅谈宝珠砂的粒度级配
浅谈宝珠砂的粒度级配
洛阳凯林铸材有限公司 李忠泽
原砂颗粒的尺寸分布显著影响铸件的质量。使用较粗的砂粒时,金属液容易渗入型芯砂粒,形成较差的铸件的表面。使用较细砂粒能产生更好更光洁度的铸件表面,但需要较高的粘结剂加入量,同时会使型芯透气性降低,可能会引起铸件气孔类缺陷。
宝珠砂有自己独特的级配特征,并且良好的混砂能使得其在运输、使用过程中不偏析、不分层。对于使用粘结剂的砂型铸造工艺来说,利用多筛分布,使得较小颗粒填充于较大颗粒间隙之间相互镶嵌,增加粘结剂“连接桥”,进而提高型芯粘结强度等都是行之有效的办法。
以下表格为我公司总结宝珠砂20余年应用的经验,不同铸造工艺使用宝珠砂的粒度要求和分布,感兴趣的小伙伴请自行截图收藏 也可私信我获得表格:
|
宝珠砂粒度要求和分布(通常) |
|||
|
工艺 |
AFS (常用) |
分布 |
集中度 |
|
覆膜砂 |
50-70 70-90 90-110 |
4筛或5筛 |
85%以上 |
|
自硬砂(呋喃、碱酚醛、PEP、邦尼等) |
30-65 |
4筛或5筛 |
80%以上 |
|
消失模 |
10/20,20/30 |
|
|
|
冷芯盒/热芯盒 |
40-60 |
4筛或5筛 |
85%以上 |
|
3D打印 |
依据用途分布广 |
2筛( 多3筛) |
90%以上 |
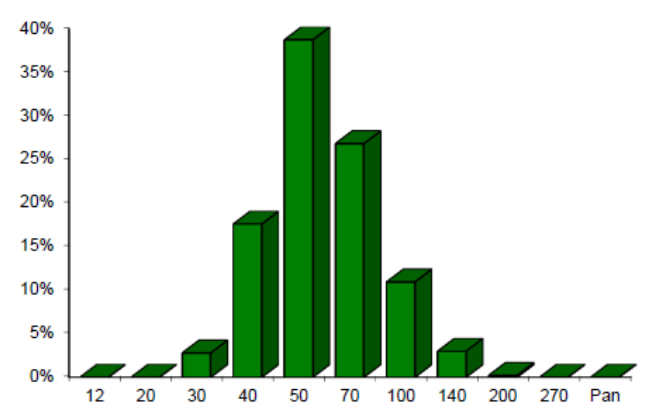
某厂冷芯盒宝珠砂的粒度分布直方图