

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
如何防止覆膜砂砂芯脱壳?
更新时间:2023-05-27 17:24:43点击次数:1457次
覆膜砂制芯具有工艺稳定、生产成本低、操作简便、生产效率高、型 ( 芯) 砂 流动性好、存放性好,型芯强韧性好、尺寸精度高等特点,易于大批量生产表面光洁、尺寸精度高的近无余量的中小型钢、铁及铝合金铸件。但是在生产过程中如果覆膜砂的配制或选择不当则壳型 (芯)会发生部分壳层脱落现象 ( 即脱壳现象)导致砂芯报废或铸件夹砂等缺陷。见图1:
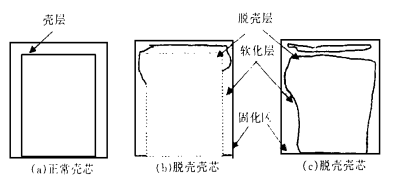
图1 覆膜砂砂芯脱壳现象
覆膜砂砂芯脱壳实例见图2。


图2 某高铁刹车盘砂芯脱壳及铸件粘砂缺陷
那么,如何防止砂芯脱壳呢?早年,华中理工大学王文清教授联合东风汽车公司工艺研究所对脱壳机理进行了研究,试验了不同树脂、固化剂、添加剂及覆膜砂性能对砂芯脱壳现象的影响,认为:
脱壳产生的部位是软化状态层与固化层的交联处,产生脱壳缺陷的主要原因是壳型 ( 芯) 中软化状态层所受外力大于软化状态层与固化状态层之间的粘结力。
降低覆膜砂脱壳缺陷‚关键在于减薄制芯过程中覆膜砂软化状态层的厚度。要使覆膜砂具有良好的抗脱壳性覆膜砂应具有相对较高的熔点(大于105℃)、 较快的结壳速度及较高的热态强度与常温强度的比值 ( 大于0∙5)。为了降低覆膜砂脱壳缺陷,配制覆膜砂时应采用软化点相对较高、聚合速度相对较快的热塑性酚醛树脂或较大比值加入量的六次甲基四胺。