

企业风采Corporate Style
MORE+





宝珠砂的应用案例及工艺要点
1、凯林宝珠砂目前应用的概况是什么?
宝珠砂适用于各种铸造方式;如:砂型铸造(粘土砂、树脂砂、水玻璃砂),V法,消失模,熔模精密铸造等;适用于各种粘结剂、各种金属材料的铸件生产,不但能大幅度提高铸件质量,而且清砂容易,配砂工艺与广泛使用的石英砂无大的区别,对大多数铸件可以省去涂料或减少涂料用量,尤其适宜制作质量要求高的铸件。下图是洛阳凯林铸材有限公司根据客户实际应用情况做的应用工艺分布。
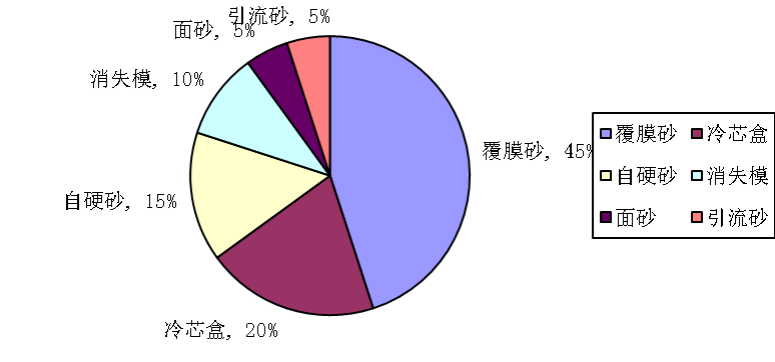
图4 凯林宝珠砂应用分布饼图
2、宝珠砂在各种铸造工艺中的应用特点是什么?
a.呋喃树脂自硬砂
呋喃树脂自硬砂是 为常见的一种酸自硬树脂砂,存在多种不同的树脂-固化剂匹配系统,广泛适用于中小批量铸铁铸钢生产线以及制芯工艺中。具有工艺灵活、适应范围广、易于再生等优点。特别是近些年来与新型铸造材料--宝珠砂的配合使用,进一步拓展了该工艺的应用范围,体现了明显的工艺优势。
洛阳凯林铸材有限公司进行了宝珠砂以及大林标准砂使用呋喃树脂的实验室实验,树脂加入量为1.2%(占原砂重量比),结果如下:
表2 宝珠砂与大林砂抗拉强度对比
|
型砂 |
抗拉强度kg/cm2 |
||||||
|
时间/h |
1 |
2 |
3 |
4 |
5 |
24 |
|
|
宝珠砂 |
|
8.6 |
16.5 |
19.2 |
21.4 |
22.7 |
27.5 |
|
大林砂 |
|
6.6 |
12.3 |
13.3 |
14.7 |
15.6 |
17.9 |
可以看出,呋喃树脂宝珠砂的硬化速度比硅砂要快,强度提高也很多,特别是24h放置后的抗拉强度,比硅砂提高了53.6%,可见,宝珠砂用呋喃树脂时不仅可减少树脂的加入量,降低成本(树脂约1.2万元/吨),也能提高生产效率。实际生产应用中型砂普遍采用0.7%左右的树脂加入量。根据铸件的大小,可采用30/50,40/70,50/100等粒度的宝珠砂。由于树脂加入量的下降,发气量大大降低透气性明显提升,大大降低了铸件产生气孔等缺陷的几率。
宝珠砂用呋喃树脂工艺,无需设备改造,现已广泛应用于各种灰铁、球铁件的生产,在采用低氮和无氮呋喃树脂时也广泛应用于各种铸钢件的生产。
b.碱性酚醛树脂自硬砂
碱性酚醛树脂砂工艺,在浇注及冷却过程中,不产生氮、磷、硫等能够进入钢液影响其质量的元素,所以基本没有呋喃树脂生产铸钢件表层中渗硫和针状气孔的缺陷。碱性酚醛树脂中的游离酚和游离醛都比较低,固化剂为甘油醋酸酯的混合物,在混砂、造型、制芯和浇注、清砂过程中很少释放有毒、刺激性气味的气体,对作业环境基本没有影响。碱性酚醛树脂呈强碱性,对原砂的酸耗值要求不高,完全可以采用碱性原砂,如在大型铸钢件中大量使用铬铁矿砂等。
虽然酯硬化碱性酚醛树脂自硬砂有以上优势特点,这种工艺也存一些问题:
碱性酚醛树脂的强度相对较低,型砂中树脂的加入量较多,导致生产成本较高;旧砂再生性能差,增大了新砂的加入量,增多了旧砂的排放,增加了成本,污染了环境。
为了充分地发挥碱性酚醛树脂自硬砂工艺的优势,克服其不足之处,多年来铸造工作者在树脂/固化剂系统的改性、采用特种砂(如宝珠砂)、改进旧砂再生工艺及设备等方面取得了显著的成果,使得这种工艺能够在显著降低生产成本的同时,高效、环保地生产出高品质的铸钢件。如安徽某日资企业,采用宝珠砂碱性酚醛树脂自硬砂工艺生产不锈钢、锰钢、高铬铸铁等耐磨件,树脂加入量0.8-1%,采用日本新东再生设备,再生后LOI 低可达0.6%,月宝珠砂补充量为2-3%,铸件质量明显改善,取得了经济环保双丰收。
下图为江苏某日资企业采用宝珠砂碱性酚醛树脂自硬砂工艺生产高压阀门的情况。

图5 碱性酚醛树脂宝珠砂砂芯及铸件
c.冷芯盒法
冷芯盒法是指借助于气体或气雾催化/硬化,在室温下瞬时成形的树脂砂成形工艺。 常见的为三乙胺法,使用酚醛-尿烷树脂,吹三乙胺气体硬化。该工艺的特点是:芯砂可使用时间长,起模时间短,生产效率高,能耗低,适合于大批量型芯的生产,在汽车柴油机行业普遍采用。
柴油机铸件,如汽缸体、汽缸盖、进排气管等,部分芯子形状复杂,局部截面积小,容易出现射不实,断裂等,或者由于石英砂的较大的热膨胀导致铸件出现脉纹,还有出现粘砂、气孔等缺陷的几率也比较大。使用宝珠砂或者宝珠砂与石英砂按比例混合使用,树脂加入量减少20~30%,以上几种缺陷得到了明显改善,同时砂芯溃散性非常好,减少了清理工作量。由此,仅近年来,几乎所有规模较大的柴油机铸件铸造厂,都采用了宝珠砂冷芯盒工艺。
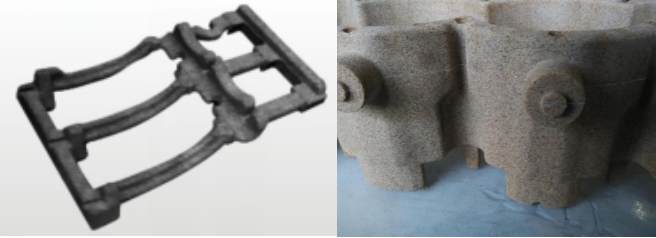
图6 缸体主油道砂芯 图7 缸体水套砂芯
d.壳法(宝珠砂壳型铸造工艺)
宝珠砂壳型精密铸造工艺,可以广泛适用于铸铁、铸造碳钢、铸造中低合金钢、不锈钢以及有色合金等不同材质的中小铸件;
使用宝珠砂壳型精密铸造工艺,铸件尺寸精度可以达到CT7~CT6级,表面粗糙度达到Ra12.5以上。可以极大提高砂型铸造铸件质量,并可部分替代失蜡精密铸造工艺;
使用宝珠砂壳型精密铸造工艺可以大大提高生产效率和市场反应速度;
使用宝珠砂壳型精密铸造工艺,可以显著降低铸件成本,取得巨大的经济效益;
宝珠砂壳型精密铸造工艺,旧砂再生简易方便,极大减少了固体废弃物等污染物排放,在获取经济效益的同时,具有明显的环保效益,是一种可持续发展的铸造技术。

图8单片壳型砂芯 图9 浇注后的零件簇和浇注系统
Fig.8 Shell method sand core Fig.9 Components clutch with gating system after casting
e.消失模
消失模工艺采用宝珠砂作为填充砂,由于宝珠砂粒形圆、流动性好,透气性高,耐用性强,具备热导率高、低粉尘等特点,铸件成品率显著上升,综合成本下降,吨铸件耗砂量仅1-2kg,劳动环境明显改善。一般采用10/20目、20/30目。采用宝珠砂做填充砂,已经成为目前消失模行业的“标准配置”。
3、凯林宝珠砂应用有哪些典型实例?
凯林宝珠砂用户逾 数百家,其中 有代表性、 有工艺典型性的用户有;
a.某大型铸造材料公司,生产宝珠砂覆膜砂,供应汽车、发动机、摩托车铸造行业,年宝珠砂总用量近万吨;
b. 大连某合资企业,成立于2005年7月,采用碱性酚醛树脂自硬砂工艺,主要生产为船舶柴油发动机部件、其他船舶专用配件、矿山机械铸钢件及桥梁、建筑等铸钢件, 大单件重量为20吨。一次性装备900吨宝珠砂,年产量约为12000吨,采用日本新东再生设备。
c. 广东省某大型铸锻厂,呋喃树脂自硬砂工艺,宝珠砂粒度30/50,40/70,主要生产冶金、矿山类铸钢件;
d. 安徽某发动机铸件专业铸造厂,使用宝珠砂粒度AFS 55左右,采用冷芯盒工艺生产缸体缸盖水套及主油道砂芯;
e. 山东某大型铸钢厂,2018年建成投产,碱性酚醛树脂自硬砂工艺,采用日本新东再生设备,一次性配备1100吨宝珠砂,形成月产600吨工程机械类铸钢件的能力;
f.河北某铸造公司,年生产铸钢管件5000余吨,装备10/20 目宝珠砂400吨。