

客户案例
Customer Case
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 客户案例
宝珠砂冷芯盒工艺在解决铸件脉纹缺陷中的应用
更新时间:2021-04-07 10:10:28点击次数:2636次
用冷芯盒工艺生产的砂芯,在铸件内腔出现缺陷的倾向较大,容易形成脉纹。宝珠砂因热膨胀率低——宝珠砂热膨胀率0.13%(1000℃加热10分钟),远低于硅砂的热膨胀率1.5%,因此使用宝珠砂或者宝珠砂与石英砂按比例混合使用,不仅树脂加入量可以减少20-30%,而且脉纹缺陷也能得到明显改善。因此,近年来,几乎所有规模较大的柴油机铸件铸造厂,都采用宝珠砂冷芯盒工艺。
相关介绍
冷芯盒工艺生产的砂芯,在铸件内腔出现缺陷的倾向较大,容易形成脉纹。
脉纹又称为毛刺,多分布于铸件内表面的转角处和高温热节处,大多呈条状分布,严重时呈网状分布。脉纹作为铸造生产中的常见缺陷,对铸件内腔质量有着重要的影响,尤其在发动机缸体、缸盖水套内腔封闭或半封闭区域,缺陷一旦产生难于检测、清理,并会影响水循环的散热效果,严重的将会导致发动机过热报废;而在缸盖的气道区域脉纹的存在将严重影响进排气气流的流动方向,从而影响气道的涡流特性,涡流特性的改变则会影响发动机的性能及排放。

脉纹形成的原理 脉纹形成的原理
硅砂作为铸造砂型(芯) 主要的原料,其主要成分为石英,石英从低温到高温的过程中β-α相变,产生膨胀。金属液充型过程中,砂型(芯)表层在573℃发生相变,硅砂颗粒迅速膨胀并重新排列;随着砂型温度的升高,次表层在达到573℃随即发生相变,该层砂粒亦急剧膨胀,并给表面层施加拉伸应力;如果此时表层的强度和韧性不够,这个拉伸应力就会使砂型(芯)表面层裂开,形成裂纹,金属液在压力的作用下就会渗入到裂纹中,从而形成脉纹。

脉纹缺陷的解决方案
调整原砂:
①、调整硅砂的正态分布来降低砂型(芯)的膨胀。选用四筛或五筛分布的原砂。
②、适当添加或更换低膨胀系数的特种砂;目前市场上 常见的特种砂有宝珠砂、铬铁矿砂、锆英砂等,其中宝珠砂为人造砂。宝珠砂因热膨胀率低——宝珠砂热膨胀率0.13%(1000℃加热10分钟),远低于硅砂的热膨胀率1.5%(1000℃加热10分钟),因此使用宝珠砂或者宝珠砂与石英砂按比例混合使用,不仅树脂加入量可以减少20-30%,而且脉纹缺陷也能得到明显改善。因此,近年来,几乎所有规模较大的柴油机铸件铸造厂,都采用宝珠砂冷芯盒工艺。


冷芯盒工艺凯林宝珠砂电镜图



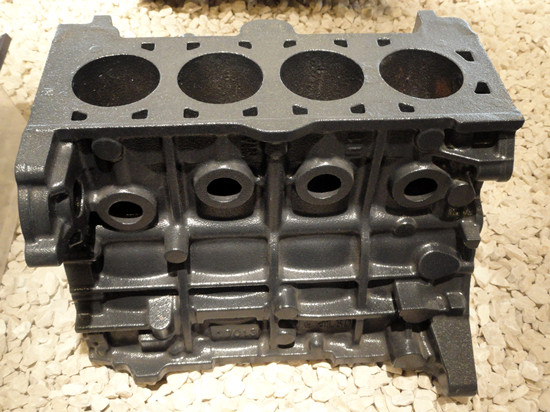
凯林宝珠砂冷芯盒工艺生产的缸体、缸盖砂芯及铸件